
| Možná príčina | Náprava |
|---|---|
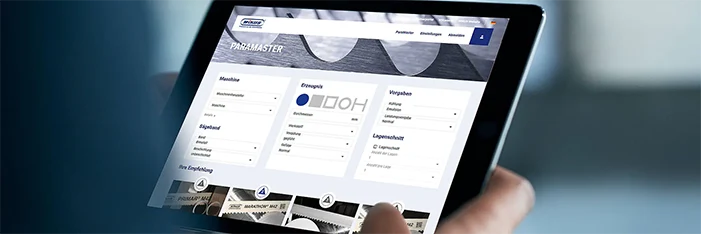
| Príliš vysoká rezná rýchlosť | Znížte rýchlosť pásu a skontrolujte parametre pomocou programu ParaMaster |
| Nedostatočné chladenie | Skontrolujte množstvo kvapaliny, jej koncentráciu a smerovanie prívodov |
| Povrch je pokrytý pieskom, okujemi alebo je extrémne tvrdý, možné inklúzie v materiáli | Upravte rezné parametre alebo zvoľte vhodnejší typ pásu, v prípade potreby očistite alebo zbrúste povrch materiálu v mieste rezu |
| Nesprávne prvotné zaobchádzanie | Dodržujte správny postup zabiehania pásu |
| Možná príčina | Náprava |
|---|---|
| Príliš nízka rýchlosť pásu | Zistite správne hodnoty v programe ParaMaster a upravte reznú rýchlosť |
| Príliš vysoký posuv do rezu | Zistite správne hodnoty v programe ParaMaster a upravte posuv do rezu |
| Zlá rozteč zubov k rozmeru materiálu | Skontrolujte správny rozstup zubov v našich tabuľkách, poprípade zvoľte inú geometriu |
| Delený materiál nie je dostatočne upnutý | Lepšie zafixujte delený materiál, najmä pri vrstvených alebo zväzkových rezoch |
| Formovanie nárastkov (studených návarov) | Skontrolujte chladiaci systém a trieskové kefy |
| Tvrdý inklúzií (pecka) v materiáli | V prípade potreby zaistite metalografické vyšetrenie materiálu, hrozba aj pre prípadné ďalšie obrábacie operácie |
| Možná príčina | Náprava |
|---|---|
| Stupený pás | Vymeňte pílový pás |
| Vedenie pásu je poškodené alebo nie je nastavené | Skontrolujte vodiace kocky, ich stav a nastavenie |
| Bočné vodidlá sú nastavené príliš voľne | Pri mechanických vodidlách nastavte medzeru na 0,02-0,05 mm, pri hydraulických skontrolujte tlak |
| Vodítka pásu sú príliš ďaleko od seba | Umiestnite vodidlá pásu čo najbližšie k delenému materiálu |
| Príliš vysoký posuv do rezu | Znížte posuv do rezu a skontrolujte parametre pomocou programu ParaMaster |
| Pílový pás nie je dostatočne napnutý | Skontrolujte napnutie pílového pásu pomocou tenzometra, v prípade potreby dotiahnite pás na hodnoty 250 - 300 N/mm2 |
| Triesková kefa poškodzuje rezné hrany na jednej strane pásu | Upravte nastavenie kefky, poprípade vymeňte za novú |
| Možná príčina | Náprava |
|---|---|
| Zle zvarený pás | Prasknutý pílový pás reklamujte a nechajte ho znova zvariť, nevyhadzovať |
| Možno skrytá vada stroja | Skontrolujte vodiace prvky a obežné kolesá stroja |
| Možná príčina | Náprava |
|---|---|
| Vodiace ložiská sú príliš úzko nastavené a valcujú pás | Skontrolujte nastavenie ložísk a poprípade upravte |
| Vodiace prvky sú v nesprávnej polohe a nie sú vyrovnané s obežnými kolesami | Skontrolujte nastavenia a prípadne opravte |
| Navádzacie ložiská (kladky) sú zaseknuté a obrusujú pás | Vymeňte ložiská |
| Vodiace prvky po stranách a pri chrbte pásu sú opotrebované | Skontrolujte a v prípade potreby vymeňte |
| Pílový pás beží príliš hlboko vo vodiacich kockách | Je potrebné zaistiť, aby základne zubových medzier vyčnievali 1-2 mm z vodítok |
| Príliš vysoké napnutie pásu | Skontrolujte napnutie pílového pásu pomocou tenzometra, v prípade potreby dotiahnite pás na hodnoty 250 - 300 N/mm2 |
| Obežné kolesá majú povrchové chyby alebo zlý rádius, ktorý nerovnomerne namáha pás | Opravte alebo vymeňte kolesá |
| Obežné kolesá majú zlé stredové ložiská | Nastavením obnovte vôľu v ložiskách alebo v prípade opotrebovania vymeňte |
| Zadná hrana pásu beží po nákolku obežných kolies | Upravte chod pílového pásu (nastavenie obežných kolies a vedenie) |
| Obežné kolesá nie sú vycentrované | Opravte alebo vymeňte kolesá |

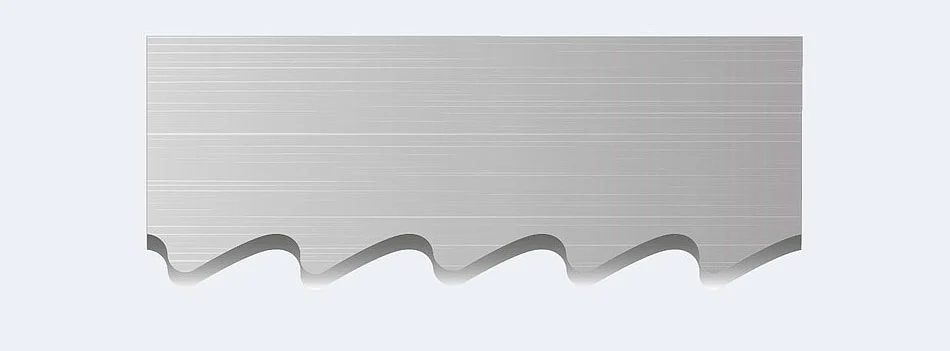
Praskanie od zubov
- veľká rozteč zubov k veľkosti materiálu - vznik vibrácií
- malá rozteč zubov k veľkosti materiálu - zahltenie zubovej medzery
- nevhodné rezné parametre k rozstupu a materiálu
- vodítka roztiahnuté na maximum - málo priestoru na pretočenie pásu
- pás beží hlboko vo vodidlách - kontakt zubov a vodiacich prvkov

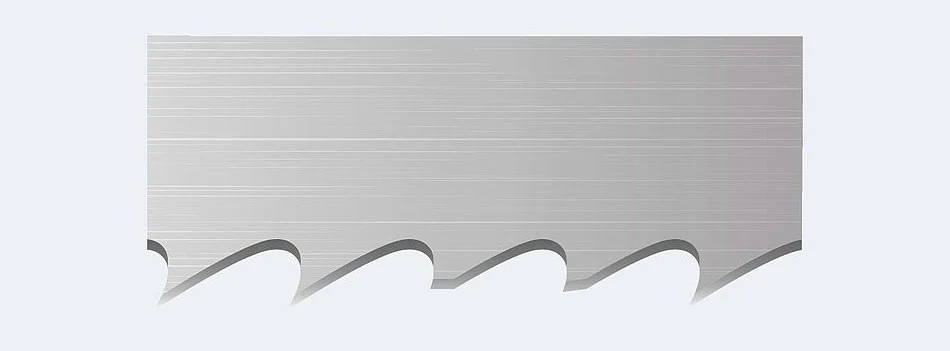
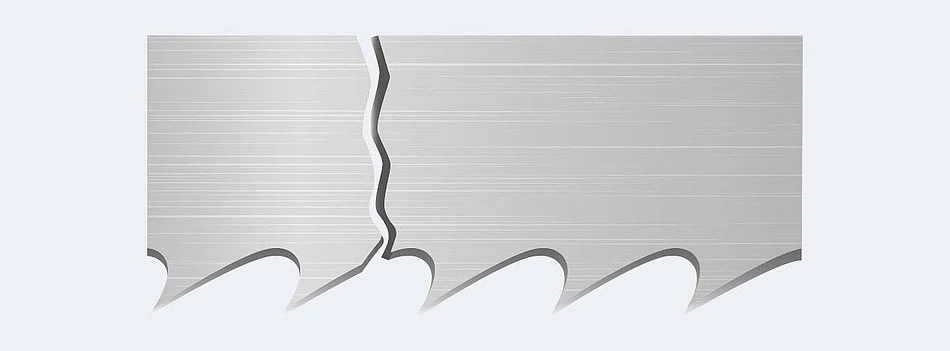
Praskanie od chrbta
- príliš veľký posuv do rezu alebo nízka rýchlosť
- opotrebované vodiace prvky pri chrbte pásu
- chrbát pásu sa dotýka nákolku obežných kolies
- vodítka príliš ďaleko od seba
- rozmer obrobku presahuje únosnosť pásu
- nedostatočne napnutý pás

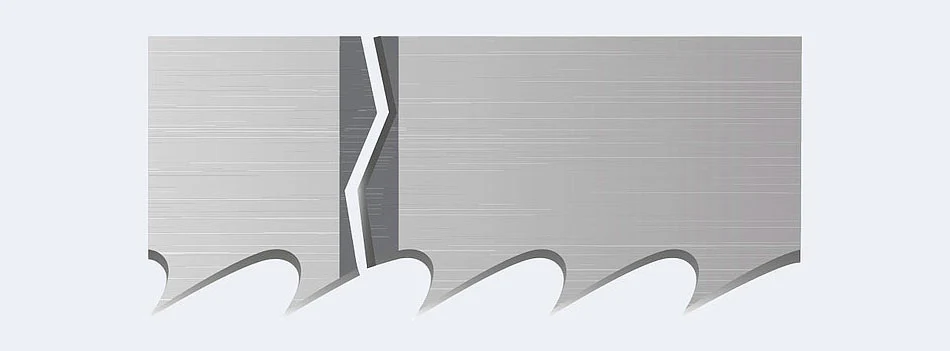
Praskanie od stredu
- opotrebované alebo priamo zaseknuté ložiská
- zle nastavené kladky - nedostatočné narovnanie do vodítok
- poškodené kontaktné plochy obežných kolies
- príliš veľký rádius plôch obežných kolies
- príliš napnutý pás
Refraktometer

- Slúži na meranie koncentrácie oleja v reznej emulzii a pracuje na princípe lomu svetla.
- Kvapátkom naneste vzorku emulzie na sklo a zatvorte plastovú dosku pre dopad svetla.
- Zaistite dobré svetlo, zaostrite okulár a odčítajte hodnotu.
- Odpočítaná hodnota sa musí vynásobiť prepočtovým koeficientom.
Tachometer

- Slúži napríklad na meranie skutočnej rýchlosti pílového pásu.
- Obvod meracieho kotúča je presne 100 mm. Opotrebenie teda ovplyvňuje presnosť.
- Meria tiež v rozmedzí 0.10-20.000 rpm alebo 0.10-1999 m/min.
- Ponúka pamäť merania a mnohé ďalšie nastavenia.
Tenzometer
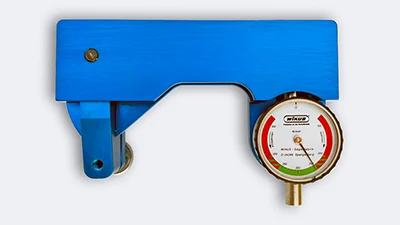
- Slúži na meranie napnutia pílového pásu na stroji.
- Automaticky kompenzuje všetky odchýlky bez ohľadu na rozmery pílového pásu.
- Je možné merať ako pri napínaní, tak aj povoľovaní pílového pásu.
- Odporúčané hodnoty sa nachádza v zelenom poli medzi 250 - 300 N/mm2.
Kompletný kufrík

- Ponúka všetko nevyhnutné vybavenie určené na meranie a nastavovanie stroja a pílových pásov.
- Mechanické prístroje: refraktometer, tenzometer, stopky, úchylkomer.
- Mechanické meranie: meter, šuplera, dorazový uholník, škárové mierky.
- Elektrické zariadenie: tachometer, baterka.
Životnosť pílových pásov
Zaistenie správnych prevádzkových podmienok je jedným zo základných predpokladov na dosiahnutie perfektných výsledkov. Optimálne je, keď obsluha krok za krokom skontroluje stav stroja a jeho nastavenie pri každej výmene nástroja.
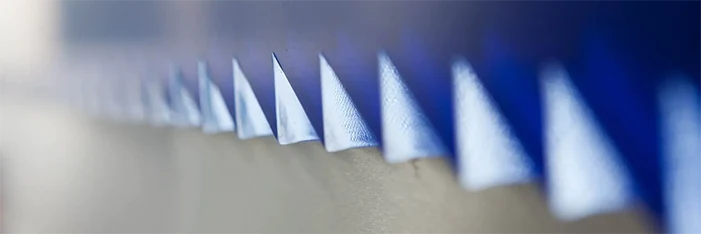
Zabiehanie pílových pásov
Pre optimálny výkon a predĺženú životnosť je nevyhnutné najskôr správne zabehnúť pílový pás, čím sa jemne zaoblia rezné hrany. Tento jednoduchý, no dôležitý krok zvyšuje spoľahlivosť a efektivitu vášho nástroja.

Obsluha strojov
Využite všetky cesty, ako dosiahnuť dlhšiu životnosť pílových pásov. Prináša to obrovský potenciál úspor, a to nielen pri jednoduchom prepočítaní ceny za rez, ale aj úspory administratívne a prevádzkové vďaka menej častým výmenám.