Параметри вибору полотна стрічкової пилки
При виборі відповідного полотна варто враховувати низку факторів:
- тип стрічкової пилки
- якість матеріалу, що підлягає різанню
- розмір і форма заготовки
- різання поодиноких деталей, у кілька шарів чи у пакеті
- індивідуальні вимоги
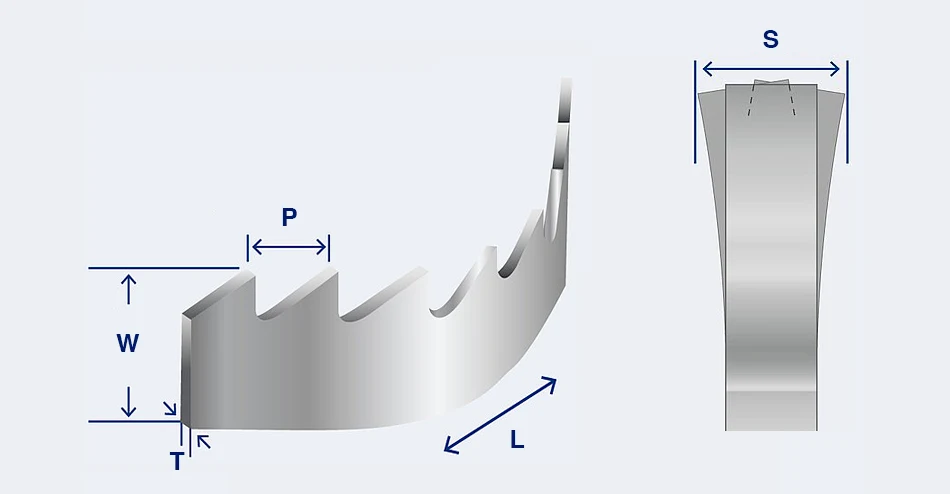
Загальне правило: що більша висота полотна, то вища його стабільність у різі.
-
Горизонтальні верстати
Здебільшого стандартизовані розміри. Додаткову інформацію можна знайти в інструкції або на етикетці пилки. -
Вертикальні верстати
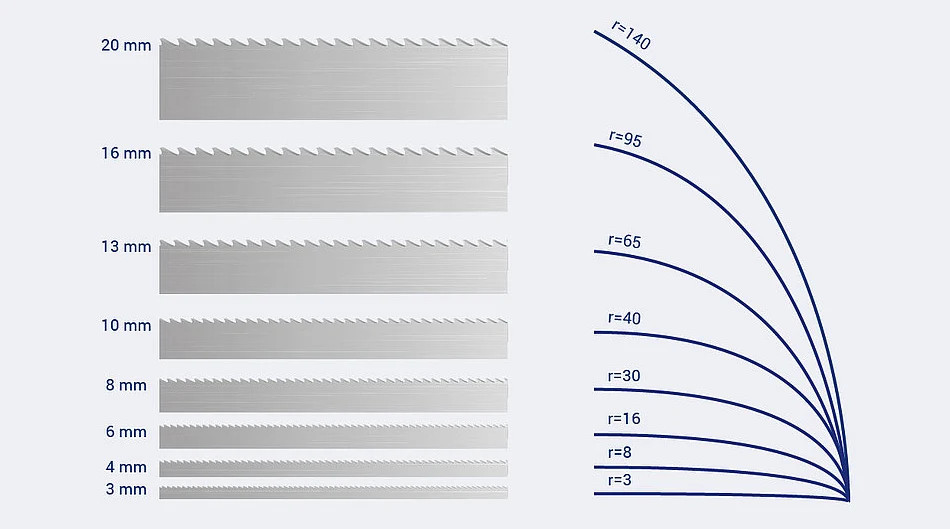
Зазвичай пропонують різні варіанти висоти полотна, що дозволяє адаптуватися до матеріалу. -
Фігурне різання
Для вертикальних верстатів мінімальний можливий радіус різу визначається висотою полотна.
PD

Значно позитивний передній кут зубця забезпечує агресивні ріжучі властивості. Особливо ефективний при різанні нержавіючих сталей та екзотичних сплавів, а також суцільного матеріалу середніх і великих діаметрів.
PW

Розроблена інженерами WIKUS хвилеподібна форма зубця для різання нержавіючих сталей та екзотичних сплавів. Забезпечує високу продуктивність та довговічність, особливо при різанні великих заготовок.
- SKALAR M42, SKALAR PREMIUM M42, SKALAR X3000
- SELEKTA GS M42, SELEKTA GS X3000
- DUROSET, DUROSET PREMIUM
- FUTURA, FUTURA PREMIUM
- FUTURA VA, FUTURA PREMIUM VA
PE
Має шліфовані (вирівняні) боки зубців, що гарантує відсутність виступаючих зубців за допуск. Призначена переважно для різання алюмінію, коли потрібна виняткова якість поверхні різу.

Технічні принципи
Дізнайтеся різницю між кроком зуба та розведенням зубців. Які геометрії ми пропонуємо та для яких випадків вони підходять. Ця інформація є основою для правильного орієнтування у виборі стрічкових пилок.

Вибір кроку зубців
Вирішальними факторами для вибору кроку зубців є довжина контакту полотна з матеріалом (найдовша безперервна частина різу) та, у випадку профілів, товщина стінки. Обирайте зубчасте з'єднання, що підходить для вашого матеріалу.