
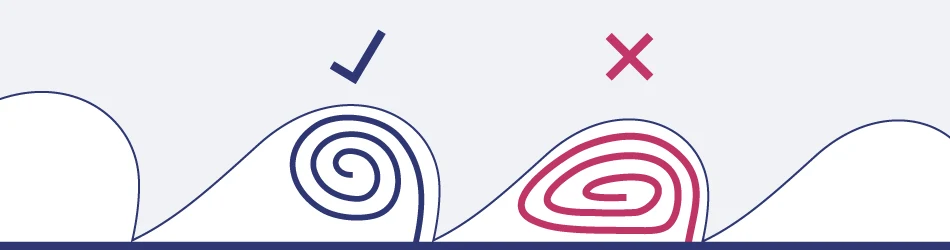
Зовнішній вигляд та форма стружки – один із найпростіших способів оцінити правильність встановлених параметрів різання. Основним параметром є місткість зазору між зубцями (площа пазу), оособливо важливий при дрібному кроці зуба у варіативному зачепленні.
- Вільний завиток ліворуч – це правильний результат.
- Важка та сильно обточена стружка вказує на те, що крок зубців або параметри різання вибрані неправильно. Така стружка створює надмірне навантаження на полотно стрічкової пилки та може спричинити пошкодження.

Товста, важка або синя стружка
- занадто високий тиск для коротких часів різання
- велика подача в різ відносно швидкості полотна
- недостатнє охолодження, низька концентрація

Вільно закручена стружка
- правильні значення різання
- злегка відкоригуйте параметри при появі більшої кількості закручених стружок
- або перевірте відповідність кроку зубців
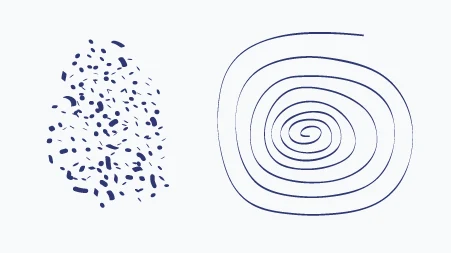
Тонка або порошкоподібна стружка
- збільшіть подачу в різ або зменшіть швидкість полотна
- використовуйте більший крок зубців для волокнистої та закрученої стружки
Приклади закріплення матеріалу
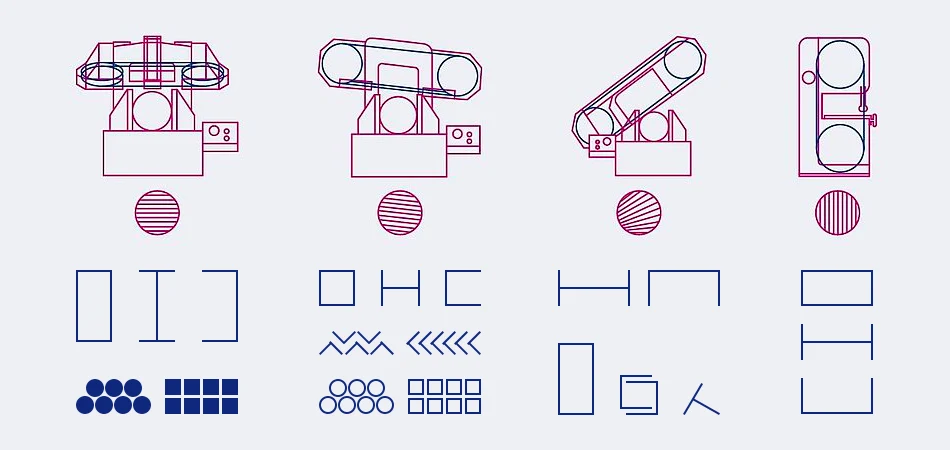
На рисунку показано лише деякі приклади можливого закріплення матеріалу у верстаті. Завжди переконуйтеся, що матеріал надійно закріплений, щоб уникнути вібрацій у будь-якій частині різу або прокручування у випадку круглих форм. Для порожнистих або плоских матеріалів, якщо ситуація дозволяє, завжди вигідно скоротити довжину контакту різу, встановивши матеріал вертикально.
Різання пакетів матеріалу можливе лише тоді, коли верстат обладнаний верхнім притискним лещатком. Якщо верстат не має автоматичної гідравлічної подачі, рекомендується затиснути або зварити кінці матеріалу. Однак завжди вимикайте верстат під час зварювання.
- Горизонтальний верстат - ідеальний для різання суцільних матеріалів усіх марок, менш придатний для різання квадратних профілів.
- Горизонтальний верстат з похиленим корпусом - ідеальний для різання профілів усіх форм і розмірів.
- Маятниковий верстат (з поворотною рамою) - універсальне використання, обмежені можливості різання матеріалів із високою міцністю на розтяг.
- Вертикальний верстат - переважно для невеликого ручного різання або спеціальних автоматичних систем.
Вплив на термін служби пилки
Забезпечення правильних умов експлуатації є одним з важливих факторів отримання ідеального результату. Оптимально, якщо оператор під час кожної заміни інструменту покроково перевірятиме стан верстата та його налаштування.
Інформація про обкатку
Щоб досягти високої продуктивності та тривалого строку служби, стрічкову пилку необхідно спочатку обкатати, злегка заокругливши ріжучі кромки. Цей простий, але важливий етап гарантує надійність та ефективність інструменту.

Причини несправностей
З цим стикається кожен. Стрічкова пилка не ріже або ріже погано. Тип і масштаб пошкоджень можуть багато розповісти про причину несправності. Полотно є лише одним із чотирьох можливих місць, які варто перевірити.