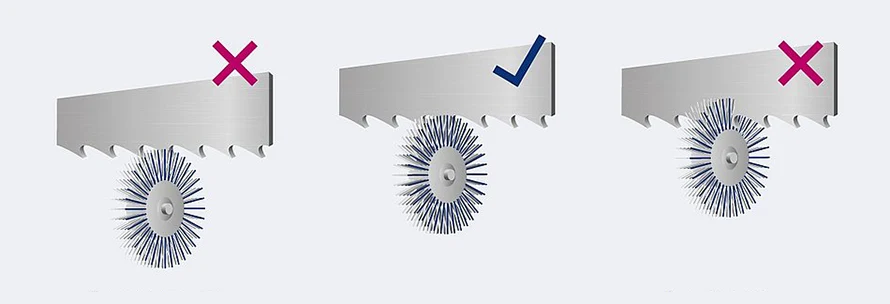
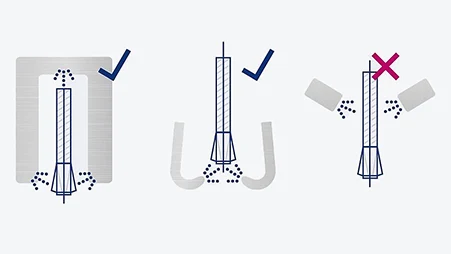
Правильне налаштування щітки для стружки забезпечує ретельне очищення простору між зубами від стружки та виведення стружки з різу.
- За можливості використовуйте щітку з приводом.
- Щітка очищує простір від стружки між зубами, запобігає засміченню.
- Уникайте пластикових полірувальних щіток або щіток без абразивних елементів.
- Відрегулюйте щітку так, щоб кінці дроту майже торкалися западини.
- Під час використання змінного кроку зубів відрегулюйте кінчик щітки так, щоб він майже торкався пазу зуба з найменшою висотою.
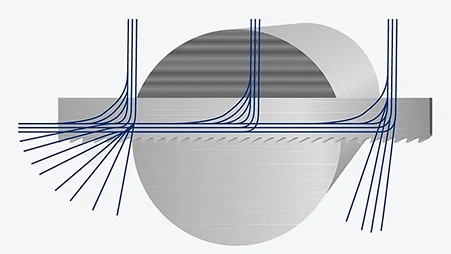
При емульсійному охолодженні суміш мастила й води подається на всю заготовку та полотно стрічкової пилки. Зокрема, вона забезпечує змащування й охолодження перед та в середині різу, а також змивання після різання.
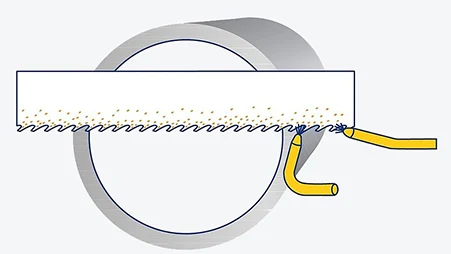
Система мінімального змащування особливо підходить для різання профілів або спеціальних застосувань. Невелика кількість мастила подається безпосередньо на ріжучі кромки.
У випадку мікрозмащування важливо регулярно перевіряти налаштування форсунок, щоб забезпечити правильну подачу мастила на ріжучі кромки, а за потреби — і на тильну сторону полотна пилки.
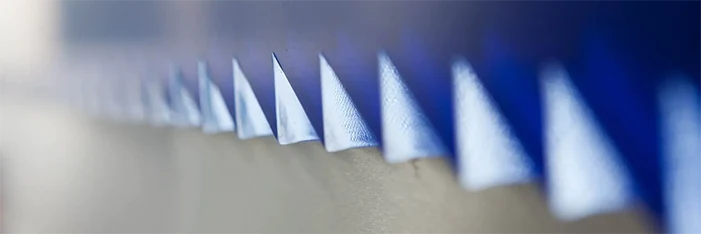
Інформація про обкатку
Щоб досягти високої продуктивності та тривалого строку служби, стрічкову пилку необхідно спочатку обкатати, злегка заокругливши ріжучі кромки. Цей простий, але важливий етап гарантує надійність та ефективність інструменту.

Оператори верстатів
Використовуйте всі можливості для збільшення строку служби стрічкових пилок. Завдяки цьому ви отримаєте значний потенціал економії — не лише у вартості різу, але й у зменшенні адміністративних та операційних витрат завдяки рідшій заміні інструменту.

Причини несправностей
З цим стикається кожен. Стрічкова пилка не ріже або ріже погано. Тип і масштаб пошкоджень можуть багато розповісти про причину несправності. Полотно є лише одним із чотирьох можливих місць, які варто перевірити.